












Advanced 2-in-1 Ceramic Rubber Wear Liners | Industrial Impact & Abrasion Protection
Advanced 2-in-1 Ceramic Rubber Wear Liners: The Ultimate Dual-Defense Guide
In high-tonnage heavy industries-including mineral processing, coal-fired power generation, cement manufacturing, and dry bulk port terminals-conveyance infrastructure is under continuous mechanical stress. Every day, thousands of tons of sharp, high-hardness minerals, such as iron ore, gold tailings, corundum, and crushed aggregate, pass through drop chutes, transfer hoppers, and vibratory feeders.
When these bulk materials drop from heights or slide at high velocities, they subject the underlying steel structures to two distinct destructive forces: high-angle kinetic impact and low-angle sliding abrasion.
Traditional structural carbon steel (such as Q235) and standard manganese hardfacing alloys lack the molecular characteristics required to withstand this dual mechanical attack over extended operational cycles. Bare metal liners deform, groove, and crack, leading to frequent material loss, structural thinning, and unexpected pipeline breaches. For site maintenance managers and Engineering, Procurement, and Construction (EPC) contractors, these material failures lead to high unscheduled downtime costs, hazardous material spills, and excessive maintenance labor requirements.
To solve these persistent operational bottlenecks, modern plant engineering specifications are shifting away from single-material metallurgy toward advanced multi-layered composites. Engineered as a high-performance dual-defense asset, the 2-in-1 ceramic rubber wear plate integrates the extreme hardness of technical ceramics with the high elasticity of elastomeric materials.
1. Operating Principles & Physics of Dual-Defense Systems
The exceptional performance of 2-in-1 ceramic wear liners is rooted in a clear engineering approach: dividing and conquering destructive forces at the molecular and structural levels. Traditional materials fail because they try to resist both impact and abrasion with a single, uniform material structure.
Kinetic Impact (Large Ore) ──> [ High-Purity Alumina Tile Matrix ] <── Resists Localized Gouging
│
▼ (Energy Transferred)
[ Heavy Duty Rubber Matting ] <── Absorbs Strain Energy via Elastic Shear
The Abrasion Barrier: Covalent Saturated Hardness
The outer layer of the composite liner consists of a high-density matrix of vulcanized alumina (Al₂O₃) or Zirconia-Toughened Alumina (ZTA) tiles. Unlike metals, which rely on ductile metallic bonds that can be easily gouged and micro-cut by hard silica particles, technical ceramics feature highly saturated ionic and covalent bonds. Sintered at temperatures exceeding 1700°C, this crystalline structure yields an exceptionally high mineral hardness (Mohs 9.0). When abrasive slurry flows or dry ores slide across the ceramic surface, the particles cannot scratch or deform the matrix. This reduces cutting wear rate to near zero.
The Impact Cushion: Viscoelastic Stress Dissipation
While pure industrial ceramics excel at resisting sliding abrasion, their brittle nature makes them vulnerable to cracking under direct, high-energy perpendicular impacts. The 2-in-1 composite solves this structural limitation by vulcanizing the ceramic tiles into a specialized heavy duty rubber matting layer.
When a large piece of ore strikes the liner, the hard ceramic tile acts as an anvil, preventing localized penetration. The kinetic energy is instantly transferred to the underlying rubber layer, which acts as a viscoelastic spring. The rubber deforms under shear stress, converting kinetic energy into temporary strain energy according to the formula:
U = ∫ ( σ² / 2E ) dV
Where:
- U is the absorbed strain energy
- σ is the induced stress
- E is the dynamic elastic modulus of the rubber matrix
- V is the volume of the deformed elastomer
As the material rebounds, this energy is safely dissipated as low-level thermal energy across the matrix. This protects the brittle ceramic from tensile fracturing and shields the outer steel shell from structural fatigue.
Sound and Vibration Attenuation
Beyond wear mitigation, the elastomeric backing breaks the acoustic conductivity of the piping network. The continuous drop of heavy materials onto bare steel plates creates high-frequency structure-borne noise, which can pose safety hazards for on-site personnel. The rubber layer absorbs these acoustic waves, reducing localized noise levels by 10 to 15 decibels. This helps plants meet strict industrial noise-control regulations while dampening systemic structural vibrations that can loosen mechanical fasteners.
2. Material Specifications & Laboratory Test Parameters
The reliability of impact protection integrated systems depends heavily on strict quality control and precise material formulations. Shandong Anda Industrial Co., Ltd. uses high-grade synthetic elastomers and premium alpha-alumina powders to ensure consistent performance in harsh environments.
Ceramic Phase Chemical & Physical Specifications
The ceramic tiles must maintain a minimum density and chemical purity to prevent premature erosion along the internal grain boundaries.
| Material Parameter | 92% Alumina Ceramic Standard | 95% Alumina Ceramic Premium | ZTA (Zirconia Toughened Alumina) |
|---|---|---|---|
| Al²O³ Content (%) | ≥ 92% | ≥ 95% | 75% - 80% (ZrO² ≥ 15%) |
| Bulk Density (g/cm³) | ≥ 3.60 | ≥ 3.68 | ≥ 4.10 |
| Mohs Hardness | 9.0 | 9.0 | 9.0 |
| Rockwell Hardness (HRA) | ≥ 85 | ≥ 88 | ≥ 90 |
| Fracture Toughness (MPa·m¹⁄²) | 4.5 | 5.0 | 7.0 - 8.5 |
| Flexural Strength (MPa) | ≥ 280 | ≥ 320 | ≥ 450 |
Elastomeric Cushion Chemical & Physical Specifications
The rubber matrix must resist permanent deformation, atmospheric aging, and chemical degradation from flotation reagents.
| Rubber Performance Metric | Testing Standard | Specified Value Requirements |
|---|---|---|
| Base Polymer Type | Natural Rubber / SBR Blend | High-Cis Polyisoprene Base |
| Tensile Strength | ASTM D412 | ≥ 15 MPa |
| Elongation at Break | ASTM D412 | ≥ 450% |
| Shore A Hardness | ASTM D2240 | 60 ± 5 Shore A |
| Adhesive Vulcanization Strength | ASTM D429 (Method B) | ≥ 12 MPa (Ceramic-to-Rubber peeling failure) |
| Maximum Continuous Temp | Continuous Operation | 80°C (Standard formulations up to 120°C) |
| Rubber Abrasion Loss | DIN 53516 | ≤ 100 mm³ |
3. Engineering Sizing, Configurations & Installation Methodologies
A reliable wear lining system requires choosing the right ceramic tile geometry for your specific flow conditions. Shandong Anda customizes the tile layout to match the material flow profile of each installation.
Ceramic Tile Geometries & Sizing Logic
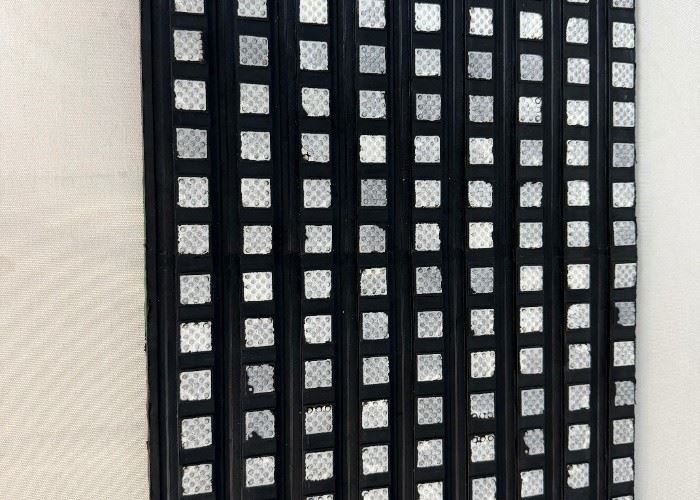
- Hexagonal Tile Mats: Composed of small, interconnected hexagonal tiles (e.g., 17.5 × 17.5 × 6mm). This layout is ideal for tightly curved surfaces, small-radius pipe bends, and hydrocyclones. The hexagonal grid naturally conforms to complex curves without leaving wide gaps in the adhesive.
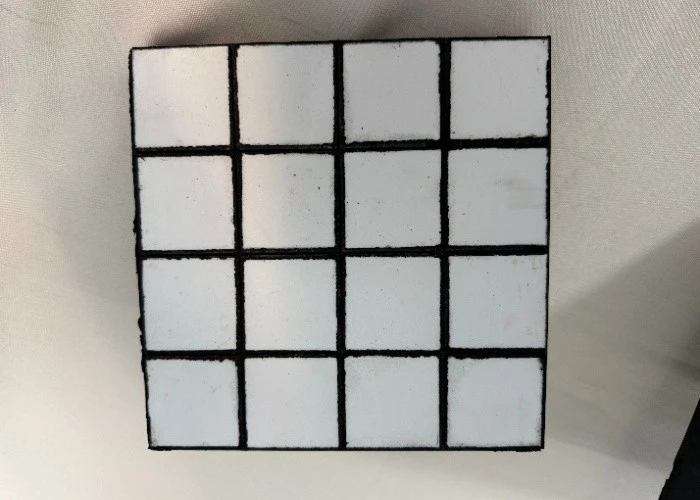
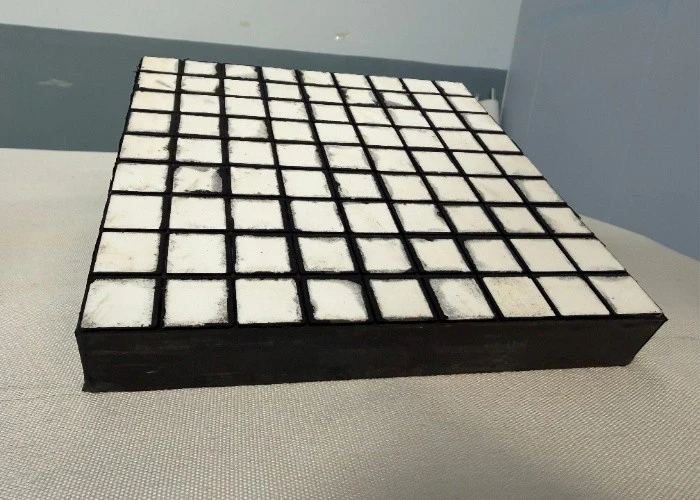
- Square/Rectangular Tiles: Ranging from 50 × 50mm to 100 × 150mm with thicknesses from 10mm to 50mm. These tiles are ideal for large flat or sloped surfaces like drop chutes, surge bins, and truck hoppers.
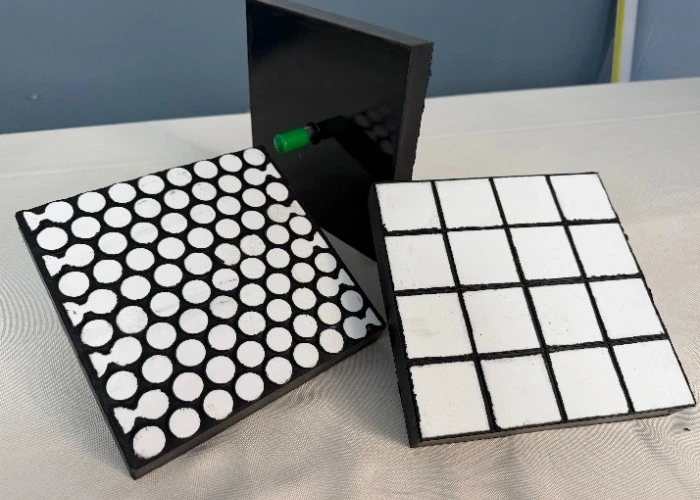
- Cylindrical Ceramic Plugs: Thick ceramic wear liners can incorporate solid cylindrical plugs (e.g., Ø 20 × 20mm or Ø 32 × 32mm) embedded in a deeper rubber matrix. This layout is designed for extreme impact zones where materials drop from heights greater than 3 meters. The cylindrical shape allows the surrounding rubber to deflect freely, absorbing high impact forces without chipping the tile edges.
Hexagonal Array: [###][###][###] <── Flexible contouring for curved pipes
Square Array: [=====][=====] <── Solid sliding abrasion defense for chutes
Cylindrical Array: ( O ) ( O ) ( O ) <── Deep rubber matrix for heavy impact absorption
Installation Methodologies
The 2-in-1 composite panel can be secured to the equipment's steel casing using two primary methods, depending on maintenance access and site conditions.
Method A: High-Strength Cold Epoxy Bonding
This method is ideal for weight-sensitive applications, small-diameter cyclones, and locations where field welding is restricted due to explosion risks.
- Substrate Blasting & Surface Profiling (Prerequisite Step): The inner steel surface must be grit-blasted to achieve a clean white metal finish (Sa 2.5 or SSPC-SP10 standards). This profile removes rust, mill scale, and oils, creating a high-anchor surface for the structural adhesive.
- Chemical Degreasing & Primer Application: The blasted steel is degreased using industrial solvents. A specialized metal primer is applied to prevent oxidation and improve the long-term bond of the epoxy resin.
- Two-Part Polymer Epoxy Application: A structural, solvent-free epoxy paste is mixed according to specification. The adhesive is applied uniformly to both the steel substrate and the rubber backing of the wear liner impact plates components using a notched trowel to ensure full coverage.
- Panel Positioning & Vacuum/Mechanical Bracing: The composite panels are pressed firmly onto the steel surface. Mechanical jacks or vacuum clamping sets are applied to squeeze out air pockets and maintain consistent pressure during the 24-hour curing window.
Method B: CN Polymer Backing with Stud Mechanical Fixing
For large-scale, modular wear panels exposed to high material volume and severe impact, mechanical fastening provides a secure, reliable connection.
- The CN Bonding Layer Matrix: The back of the composite liner is manufactured with a specialized, semi-cured neoprene rubber layer (CN layer). This layer reacts chemically with cold vulcanizing adhesives to create an exceptionally strong bond with the metal substrate.
- Integrated Stud Assemblies: Countersunk holes can be molded directly through the ceramic and rubber matrix, allowing heavy-duty steel studs to be welded or bolted directly to the outer support frame. This modular design enables maintenance crews to swap out high-wear panels quickly during scheduled shutdowns without removing the entire piping network.
4. Industrial Cross-Sector Applications
The 2-in-1 composite panel is a versatile solution used across heavy industry to protect equipment handling abrasive raw materials.
Mining Beneficiation ──> Chutes, Launders, Vibratory Feeders, Tailings Launder Lines
Bulk Port Logistics ──> Ship Unloader Hoppers, Conveyor Deflectors, Stacker Chutes
Coal Power & Cement ──> Coal Bunkers, Aggregate Hoppers, Raw Material Silo Cones
1. Mining & Mineral Processing (Beneficiation Plants)
In high-tonnage iron ore, copper, gold, and bauxite concentration circuits, material routing components face severe wear. 2-in-1 composite panels are widely specified in:
- Vibratory Feeder Liners: Resisting constant sliding abrasion and particulate impact as raw ore feeds into primary crushers.
- Transfer Chutes & Launders: Protecting against high-velocity slurry flows and coarse material impacts at conveyor transfer points.
- Hydrocyclone Underflow Launders: Handling highly concentrated, fine-particle abrasive slurries that would rapidly erode bare steel.
2. Dry Bulk Port Terminals & Logistics
Ports transferring large volumes of coal, iron ore, and clinker require high equipment availability to prevent expensive ship demurrage charges.
- Ship Unloader Receiving Hoppers: Withstanding the massive impact of material dropped from grab buckets weighing up to 40 tons.
- Conveyor Transfer Deflectors: Guiding high-speed material flows moving at velocities up to 6 m/s, where traditional steel plates wear through within months.
3. Coal-Fired Power Generation & Cement Manufacturing
- Coal Tripper Chutes & Raw Coal Bunkers: Preventing material hang-ups and sliding wear while maintaining a smooth flow profile.
- Aggregate Storage Silos: Shielding concrete and steel walls from the continuous impact of hard limestone, clinker, and gypsum.
5. Economic Quantitative Analysis & TCO Evaluation
For procurement directors and EPC project managers, upgrading to advanced composite linings is a proven strategy for lowering long-term operational costs. While the initial procurement cost for 2-in-1 ceramic rubber composite wear plates is higher than standard carbon steel or basic hardfacing plates, the long-term financial returns are substantial.
The following data analysis details the financial performance of three common wear-lining options over a 36-month operational cycle in a high-tonnage iron ore transfer chute:
| Cost & Performance Metric | Standard Carbon Steel (Q235) | Hardfacing Chromium Carbide (CCO) | Anda 2-in-1 Ceramic Rubber Liner |
|---|---|---|---|
| Initial Material Cost Factor | 1.0 (Baseline) | 2.5× Base | 4.5× Base |
| Average Service Lifespan | 3 Months | 9 Months | 36 Months (Guaranteed) |
| Replacements Needed (36 Months) | 12 Times | 4 Times | 1 Time |
| Total Hardware Procurement Cost | High (Due to frequency) | Moderate | Lowest Over Lifecycle |
| Associated Labor / Welding Costs | Critical Financial Drain | Significant Cumulative Cost | Minimized (Single Install) |
| Unplanned Downtime Cost Risk | High Risk | Moderate Risk | Protected (Zero Unplanned Stops) |
| 3-Year Comprehensive TCO Evaluation | 100% (Baseline Cost) | ~55% of Baseline | ≤ 25% of Baseline Cost |
Explaining the Financial Data
36-Month Replacement Frequency:
Carbon Steel: [X][X][X][X][X][X][X][X][X][X][X][X] <── 12 shutdowns; high labor & lost tonnage
CCO Plates: [ X ][ X ][ X ][ X ] <── 4 shutdowns; high cumulative maintenance
Anda 2-in-1: [==================================] <── Single installation; continuous production
- Eliminating the Replacement Cycle: Traditional carbon steel requires 12 separate maintenance interventions over 3 years, causing repeated production halts. The 2-in-1 ceramic rubber liner handles the same material volume in a single continuous run.
- 70% Reduction in Planned Maintenance Costs: Extending the equipment lifespan allows operations to shift from reactive emergency repairs to predictive, scheduled maintenance. Inspection intervals can be timed to coincide with planned annual plant shutdowns, saving significant field labor costs.
- Maximizing Asset TCO: By preventing early material failure and shielding the outer steel shell from structural fatigue, Anda composite liners help plants reduce overall equipment maintenance costs by up to 75%.
6. Technical FAQ (Structured for SEO Schema Optimization)
Q: Why should I choose a 2-in-1 ceramic rubber liner instead of a 3-in-1 composite plate?
A: The choice depends on your equipment's structural design and installation access. A 2-in-1 composite consists of ceramic tiles vulcanized directly into a rubber backing. It is designed to be bonded directly to the existing steel structure using high-strength structural epoxies or held in place with lightweight clamping bars. A 3-in-1 liner includes an integrated steel backing plate behind the rubber layer, complete with pre-welded threaded studs. Choose a 3-in-1 plate when you need a bolt-on module that replaces worn-out steel plates directly or when field welding and epoxy bonding are impractical due to structural constraints or environmental conditions.
Q: What are the maximum material drop height and impact limits for these composite liners?
A: Standard 2-in-1 liners featuring 20mm thick square ceramic tiles are designed for medium-impact applications with material drop heights under 2 meters and impact angles between 15° and 45°. For severe impact zones with drop heights between 3 and 5 meters handling large-diameter ores (over 200mm block sizes), we engineer custom panels using thick cylindrical ceramic plugs embedded in a 30mm to 50mm deep natural rubber matrix. The extra rubber depth absorbs high kinetic impact forces, preventing the brittle ceramic components from fracturing.
Q: How does the rubber backing perform when exposed to wet, chemically aggressive mining slurries?
A: Our synthetic rubber matrices are formulated using premium natural rubber and styrene-butadiene rubber (SBR) blends. This composite is chemically inert and highly resistant to flotation reagents, mild industrial acids, and alkaline slurries (pH range 3 to 12). Additionally, because high-purity alumina is completely oxidized during high-temperature sintering, it will not rust or degrade when exposed to oxygenated process water. This performance eliminates the erosion-corrosion synergy that can rapidly destroy bare metal pipes and alloy liners.
Q: What temperature limitations apply to vulcanized ceramic rubber composites?
A: Standard formulations are engineered for continuous operating temperatures from -40°C to 80°C. In high-velocity pneumatic systems or applications near heat sources, localized friction can generate higher temperatures. For these environments, Shandong Anda manufactures premium high-temperature composites using modified chlorobutyl or EPDM rubber bases. These specialized liners can withstand continuous operating temperatures up to 120°C without degrading the vulcanized bond between the ceramic and the rubber matrix.
Connect with Our Wear Protection Engineering Division
Don't let predictable material failures and high maintenance costs disrupt your plant's production targets. Operating from a 10,000-square-meter facility in Zibo, China-backed by 15 years of heavy-industry export experience-Shandong Anda Industrial Co., Ltd. engineers custom wear solutions tailored precisely to your site's CAD drawings and operating parameters.
Our team of 6 dedicated material technicians and 60 skilled production specialists is ready to design a comprehensive wear-mitigation system for your operation. Contact our technical sales division today to request a comprehensive wear-life assessment, material sample data sheets, or a custom technical proposal designed for your specific material flow rates.
Secure Maximum System Longevity Today
Get direct support from China's premier advanced technical ceramic engineers. Custom sizing, OEM designs, and comprehensive laboratory-grade TCO analysis are available upon request.
Request a Technical Consultation →Send Inquiry
Hot Tags: 2-in-1 ceramic rubber composite wear liners, China, suppliers, manufacturers, factory, customized, price





